Modern logistics and warehouse operations rely heavily on efficient material-handling systems to streamline loading and unloading processes. Among the most versatile solutions available, telescopic conveyors have become an integral part of high-volume distribution centers and fulfillment warehouses. These systems combine mobility, flexibility, and automation, allowing goods to be transferred quickly from warehouse floors to trucks, containers, and other storage areas. Understanding the design and structure of telescopic conveyors helps businesses optimize operations and select the right equipment for their specific needs.
A telescopic conveyor is engineered with multiple extendable sections that slide within each other, creating a system that can adjust in length according to operational requirements. This adjustability allows operators to load and unload goods without moving the vehicle or relying heavily on manual labor. Modern designs focus not only on functionality but also on safety, durability, and ease of maintenance, ensuring consistent performance in demanding environments.
Key Components of Modern Telescopic Conveyors
Telescopic conveyors consist of several critical components that work together to provide efficient and safe material handling. Understanding these parts helps operators and facility managers appreciate the capabilities and limitations of the system.
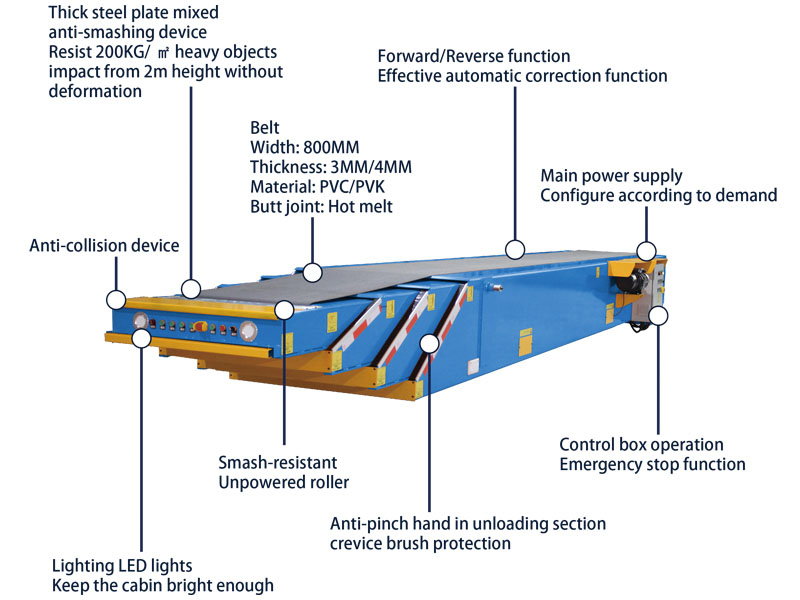
Conveyor Belt: The conveyor belt is the core element that carries goods. Typically made from durable materials such as rubber, PVC, or reinforced composites, the belt is designed to handle various weights and sizes. Smooth movement and proper tension are essential for preventing slippage and ensuring that products remain stable during transport.
Telescopic Sections: The telescopic feature is the defining characteristic of these conveyors. Multiple nested sections slide in and out to adjust the length of the system. Precision-engineered rollers and guides keep the sections aligned and stable during extension and retraction, allowing smooth operation even under heavy loads.
Drive and Motor System: Modern telescopic conveyors are powered by electric motors that control both belt movement and the extension/retraction mechanism. Many systems incorporate variable-speed motors, enabling operators to adjust belt speed according to the type and volume of goods being transported. This flexibility improves efficiency and reduces the risk of product damage.
Control Systems: Control panels or remote operation units allow operators to manage extension, retraction, and belt speed with precision. Advanced models may include programmable logic controllers (PLCs) and automated sensors that detect the presence of goods, adjust motor functions, and prevent collisions or overextension. These features enhance both safety and operational efficiency.
Support Structure and Undercarriage: The structural frame supports the conveyor and ensures stability during movement. Steel or aluminum frames are commonly used for strength and durability. Some modern telescopic conveyors feature adjustable height mechanisms to match the floor levels of different trucks or containers, further improving loading efficiency.
Material and Structural Considerations
The materials used in the construction of telescopic conveyors are critical to their durability and reliability. High-strength steel is commonly used for the telescopic sections to withstand heavy loads and frequent extension cycles. Corrosion-resistant coatings or stainless steel options are often employed in environments exposed to moisture, chemicals, or temperature variations, such as food processing or pharmaceutical facilities.
Rollers, guides, and support bearings are typically made from hardened steel or reinforced polymer to ensure smooth operation and reduce wear over time. Belt materials are selected based on the types of goods being transported, with considerations for weight, surface friction, and product safety. Proper material selection ensures the system performs reliably over its operational lifespan.
Design Features for Safety and Efficiency
Modern telescopic conveyors integrate several design features aimed at enhancing safety and operational efficiency. Side guards along the belt prevent items from falling during transport, while covers over moving components reduce the risk of injury to workers. Limit switches and sensors prevent overextension, ensuring that the conveyor remains stable and aligned at all times.
Ergonomics is another important consideration. User-friendly control interfaces, accessible emergency stops, and height-adjustable frames reduce operator fatigue and enhance productivity. In addition, modular design allows components to be replaced or upgraded without significant downtime, further improving operational efficiency.
Applications of Modern Telescopic Conveyors
Modern telescopic conveyors are widely used across industries that require rapid and efficient loading and unloading of goods. E-commerce fulfillment centers, logistics and distribution hubs, courier facilities, manufacturing plants, food and beverage distribution, and airport cargo terminals all rely on these systems. The ability to extend into transport vehicles, adjust belt speed, and integrate with automated sorting systems makes telescopic conveyors an essential tool in modern material handling.
Maintenance and Longevity
Maintenance is a crucial aspect of telescopic conveyor operation. Regular inspection of belts, rollers, motors, and telescopic sections ensures smooth operation and reduces the likelihood of unexpected downtime. Lubrication of moving parts and proper tensioning of the belt are essential for extending the equipment’s lifespan. Modern designs often incorporate maintenance-friendly features, such as removable panels and accessible drive components, to simplify service procedures.
Conclusion
The design and structure of modern telescopic conveyors combine durability, flexibility, and automation to meet the demands of contemporary material-handling operations. From the telescopic sections and durable belts to the motorized drive systems and safety features, every component is engineered to maximize efficiency and reliability. By understanding these design elements, businesses can select the right telescopic conveyor for their facility, optimize workflow, reduce manual labor, and maintain safe, productive operations across various industries.